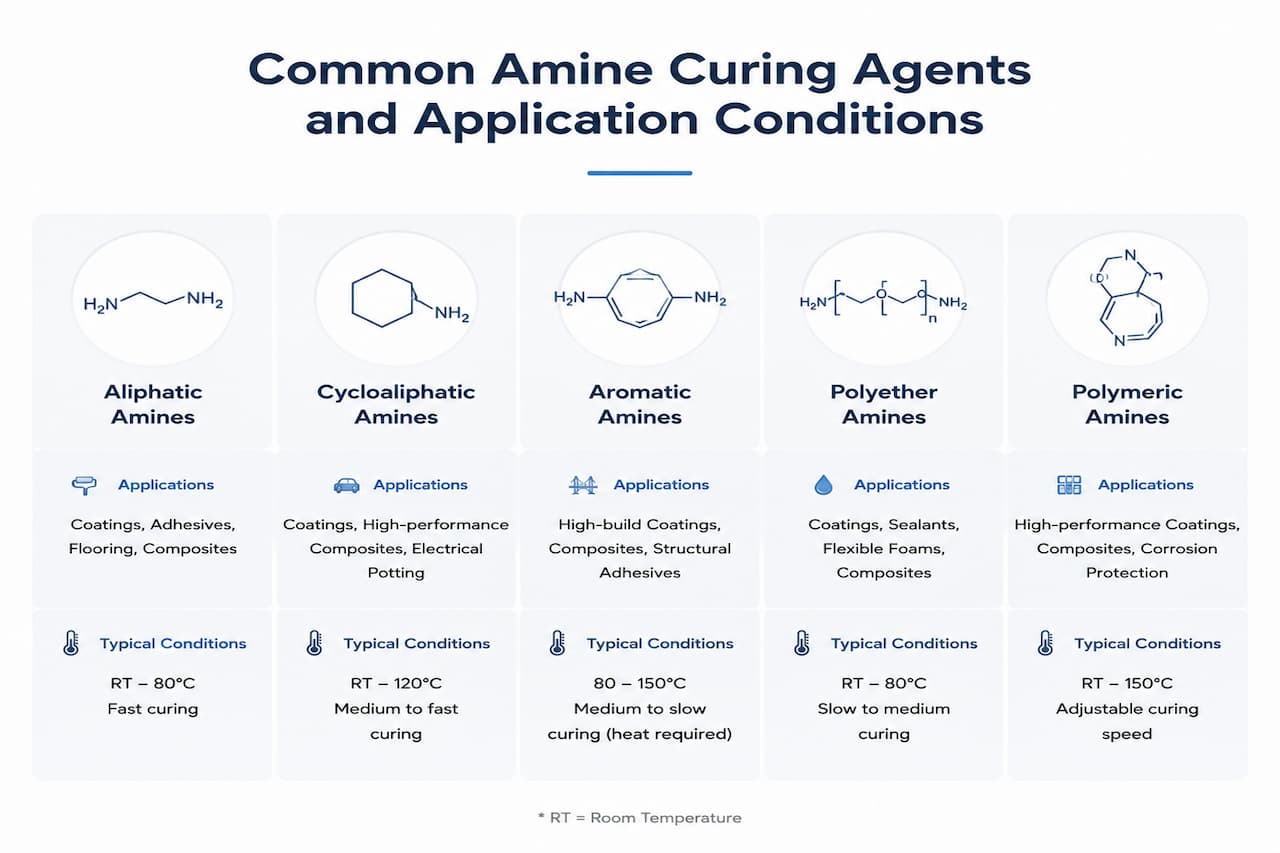
Common Amine Curing Agents and Application Conditions
Jul 08, 2026
DETA (Diethylenetriamine)
Appearance: Colorless to pale yellow transparent liquidChemical formula: C₄H₁₃N₃Molecular weight: 103.166CAS No.: 111-40-0Melting point: -40 °CBoiling point: 206 °CDensity: 0.96 g/cm³Amine value (mg KOH/g): 1300–1400Viscosity (25 °C) mPa·s: 5–20Mixing ratio:
YLE-128 (E-51) epoxy resin : DETA (Diethylenetriamine) = 100 g : 10–11 g (by weight)
YLE-220 (E-44) epoxy resin : DETA (Diethylenetriamine) = 100 g : 10 g (by weight)Curing conditions: 25 °C / 3–6 hours or 60 °C / 1–2 hours
TETA (Triethylenetetramine)
Appearance: Colorless to slightly yellow viscous liquidChemical formula: C₆H₁₈N₄Molecular weight: 146.234CAS No.: 112-24-3Melting point: 12 °CBoiling point: 266–267 °CDensity: 0.982 g/cm³Flash point: 135 °C (CC)Amine value (mg KOH/g): 1100–1200Viscosity (25 °C) mPa·s: 5–30Mixing ratio:
YLE-128 (E-51) epoxy resin : TETA (triethylenetetramine) = 100 g : 13–14 g (by weight)
YLE-220 (E-44) epoxy resin : TETA (triethylenetetramine) = 100 g : 11–13 g (by weight)Curing conditions: 25 °C / 3–6 hours or 60 °C / 1–2 hours
Polyether amine curing agent
Chemical name: Polyether amine; Polyether polyamine; Polyetheramine (PEA); Aliases: Polypropylene glycol bis(2-aminopropyl ether); 2-(Aminooxy)propan-1-amineCAS No.: 9046-10-0
Polyether amine curing agent D-230
Mixing ratio: YLE-128 (E-51) epoxy resin : D-230 = 100 g : 30 gCuring conditions: 25 °C / 36 hours or 60 °C / 3 hours or 80 °C / 1 hourCured product characteristics: Colorless and transparent, high hardness, high toughness, not easily brittle. Suitable for handicrafts, nameplates, and potting applications with special requirements.
Polyether amine curing agent D-400
Mixing ratio: YLE-128 (E-51) epoxy resin : D-400 = 100 g : 50 gCharacteristics: Good toughness after curing, low viscosity, high mechanical performance of the cured product, and resistance to high-low temperature thermal shock (-35 °C to 120 °C).
Polyether amine curing agent D-2000
Mixing ratio: YLE-128 (E-51) epoxy resin : D-2000 = 40 g : 100 gCuring conditions: 80 °C / 6–10 hoursCharacteristics: D-2000 is colorless and transparent. The cured product exhibits excellent elasticity, high peel strength, colorless transparency, high toughness, not easily brittle, and strong adhesion. Suitable for potting applications with special requirements, and resistance to high-low temperature thermal shock (-40 °C to 130 °C). When combined with liquid epoxy resin, D-2000 is used for colorless and transparent applications in composites, wind power, handicrafts, and nameplates.
TYPE
D-230
D-400
T403
D-2000
D-5000
Appearance
Colorless transparent liquid
Colorless transparent liquid
Colorless transparent liquid
Colorless transparent liquid
Colorless transparent liquid
Viscosity (MPa·s / 25℃)
3~10
10~50
500~200
260~280
300~600
Density (25℃, g/cm³)
0.92~0.98
0.92~0.98
0.92~0.98
0.92~0.98
0.92~0.98
Active Hydrogen Equivalent
58
100
85
500
1250
Film Drying Time (25℃)
36 hours
72 hours
24 hours
100 hours
500 hours
Recommended Mixing Ratio (with E51)
10g : 3g
10g : 5g
10g : 4.5g
10g : 25g
10g : 65g
Pot Life (Min / 25℃)
≥3 hours
≥6 hours
≥4 hours
≥24 hours
≥48 hours
Curing Conditions
80°C / 6~10 hrs
80°C / 6~10 hrs
80°C / 6~10 hrs
80°C / 6~10 hrs
80°C / 6~10 hrs
Cured Hardness (Shore)
90D
65D
85D
D20
--
1,3-BAC (1,3-Bis(aminomethyl)cyclohexane)
CAS No.: 2579-20-6
13-BAC is primarily used as an epoxy curing agent or for the preparation of modified epoxy curing agents. Compared to aromatic amine curing agents, it not only has lower viscosity and better handling properties but also yields cured products with outstanding resistance to ultraviolet light (anti-yellowing), as well as excellent weather resistance, temperature resistance, water resistance, and chemical resistance. Moreover, it cures rapidly and can be used for curing at either room temperature or low temperatures. It is widely applied in high-end outdoor floor coatings, stone adhesives, electronic potting compounds, composite materials (such as automotive parts and wind turbine blades), and in the fields of jewelry adhesives and crystal adhesives where appearance and color quality are of paramount importance.Mixing ratio: YLE-128 (E-51) epoxy resin : 1,3-BAC = 100 g : 18–20 gCuring conditions: 25 °C / 6–12 hours
MXDA (m-Xylylenediamine)
CAS No.: 1477-55-0Characteristics: m-Xylylenediamine is a high-performance and widely used epoxy resin curing agent, and also an important fine chemical intermediate. It can be used in the synthesis of polyurethanes, a range of epoxy resins, rubber additives, photosensitive plastics, pesticides, fiber finishing agents, rust inhibitors, chelating agents, lubricants, paper processing agents, and electronic chemicals. In nylon products such as MXD6 (a polycondensate of MXDA and adipic acid), and in the synthesis of functional epoxy resins, MXDA is widely utilized due to its unique structure, which imparts various excellent physical and chemical properties.Mixing ratio: YLE-128 (E-51) epoxy resin : MXDA = 100 g : 18–20 gCuring conditions: 50–60 °C / 3 hours + 120–150 °C / 2 hours
DETDA (Diethyltoluenediamine)
CAS No.: 68479-98-1Characteristics: DETDA is equivalent to Ethancure 100 and Lonza DETDA 80. It is a highly effective chain extender for polyurethane elastomers, and can also be used as a curing agent for polyurethanes and epoxy resins, as an antioxidant for epoxy resins, and in industrial oils and lubricants. Additionally, it serves as an intermediate for organic synthesis.Mixing ratio: YLE-128 (E-51) epoxy resin : DETDA = 100 g : 25 gCuring conditions: 100 °C / 4 hours + 150 °C / 1 hour
PACM: 4,4'-Diaminodicyclohexylmethane
CAS No.: 1761-71-3PACM curing agent (hydrogenated MDA) has performance equivalent to Air Products' Amicure PACM and BASF's DC (i.e., Baxxodur EC330). It is used as an epoxy resin curing agent and as a curing agent for epoxy composite materials. It is also applied as a chain extender and additive in polyaspartic esters, polyamides (PA), polyurethanes (PU), and polyurea spray elastomers (SPUA). Application fields include high-grade composites, filament winding, lamination, casting, RIM, pultrusion, etc.Mixing ratio: YLE-128 (E-51) epoxy resin : PACM = 100 g : 25–30 gCuring conditions: 25 °C / 24 hours or 60 °C / 3 hours
DDS: 4,4'-Diaminodiphenyl sulfone
CAS No.: 80-08-04,4'-Diaminodiphenyl sulfone is an epoxy resin curing agent with excellent high-temperature resistance. It is used in high-temperature-resistant prepregs, high-temperature-resistant molded products (automotive molds, rail transit, aerospace, etc.), and high-temperature-resistant laminates.Mixing ratio: YLE-128 (E-51) epoxy resin : DDS = 100 g : 25–35 gCuring conditions: 130 °C / 2 h + 200 °C / 2 h
DDM: 4,4'-Diaminodiphenylmethane
CAS No.: 101-77-9Liquid DDM product is a mixture containing approximately 60% 4,4'-diaminodiphenylmethane and 40% polyphenyl polymethylene polyamine, appearing as a light yellow viscous liquid at room temperature. DDM is an important chemical intermediate. In addition to being primarily used in the production of MDI and HMDI, it is also extensively used in the preparation of polyimide (PI) insulating varnishes, polyesterimide (PEI) insulating varnishes, bismaleimide resins, and other electrical insulation materials. It can also be used as a curing agent for epoxy resins and as a chain extender for polyurethane elastomers.Mixing ratio: YLE-128 (E-51) epoxy resin : liquid DDM = 100 g : 30–35 g (flexible)Curing conditions: 80 °C / 3–4 hours
Read More
















 IPv6 network supported
IPv6 network supported