N,N-Dimethylaniline – An Aromatic Amine Organic Compound Used in Dye and Pharmaceutical Synthesis
Jul 01, 2026
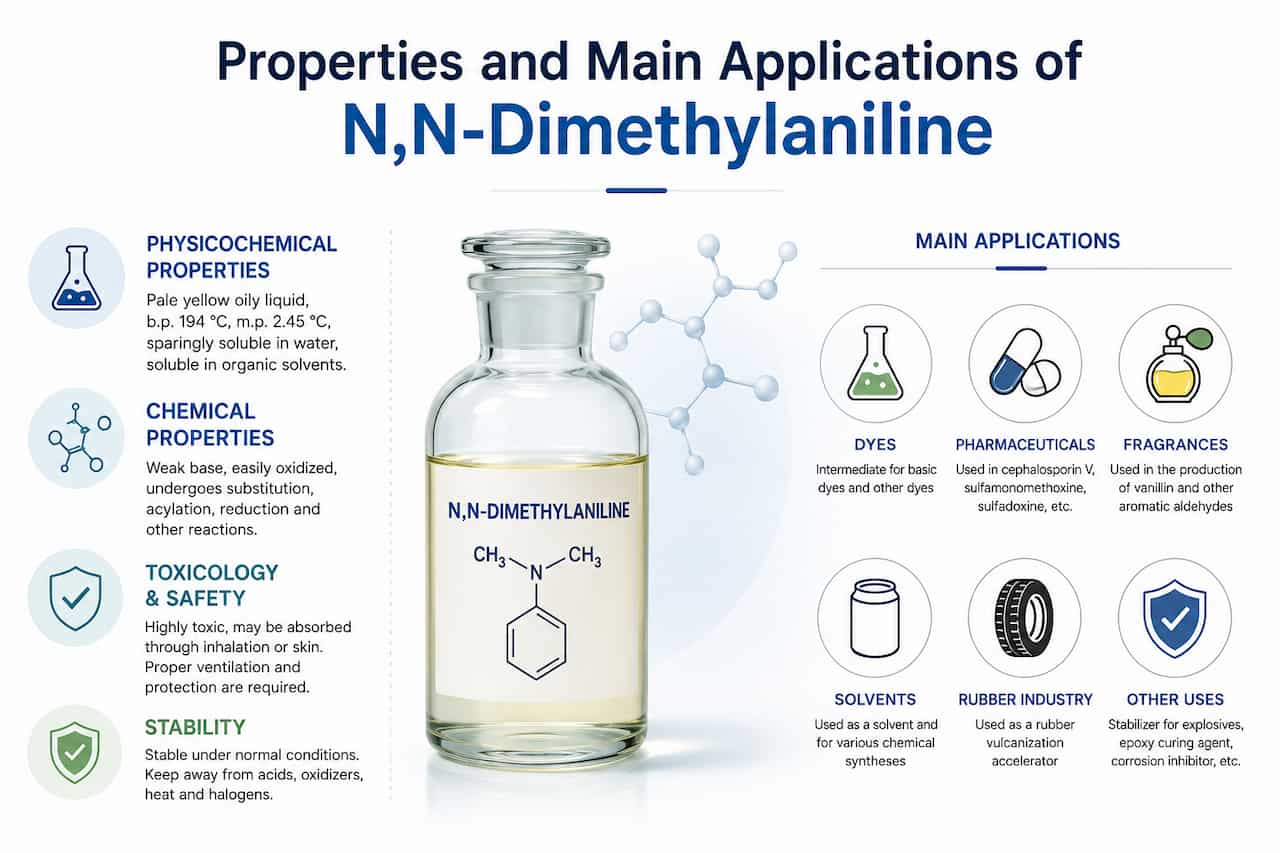
N,N-Dimethylaniline (chemical formula: C₈H₁₁N) is an important organic chemical raw material belonging to the class of aromatic amine compounds. It is the product of substituting both hydrogen atoms on the amino group of aniline with methyl groups. At room temperature, N,N-dimethylaniline appears as a pale yellow to light brown oily liquid with a characteristic pungent, irritating odor. It is sparingly soluble in water but miscible with ethanol, diethyl ether, chloroform, and aromatic organic solvents.
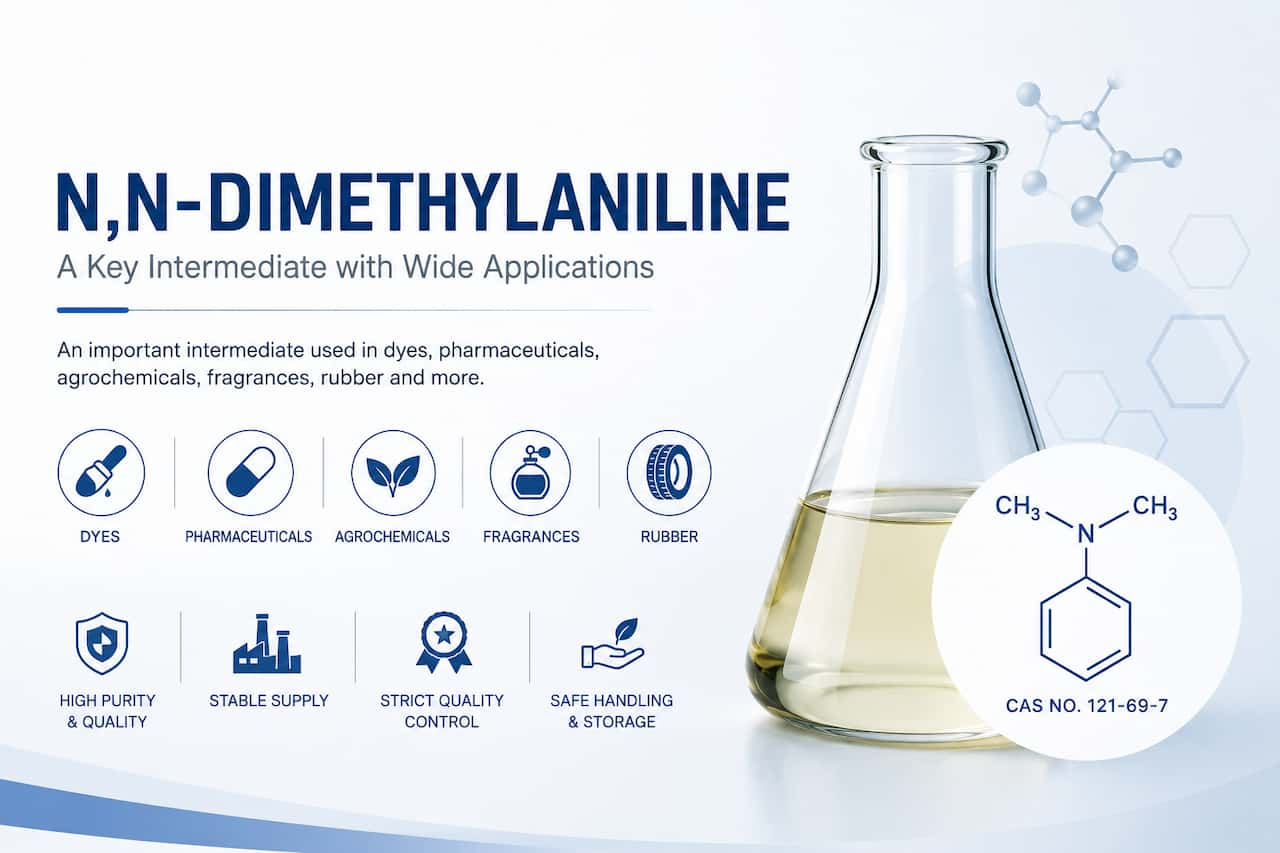
As a key intermediate, N,N-dimethylaniline finds extensive applications in the dye, pharmaceutical, pesticide, fragrance, and rubber industries. In the dye industry, it serves as a crucial raw material for synthesizing triphenylmethane dyes (e.g., Basic Green, Victoria Blue) and azo dyes. In the pharmaceutical industry, it is used in the synthesis of various drugs, including cephalosporin V and sulfonamides. Additionally, it is utilized as a solvent, an epoxy resin curing agent, and a rubber vulcanization accelerator. Due to its high toxicity and classification as a suspected carcinogen, strict adherence to safety protection protocols is mandatory during its production and use.
Basic Information
Chemical Name
N,N-Dimethylaniline
CAS NO.
121-69-7
Synonyms
Dimethylaniline, Dimethylaminobenzene, N,N-Xylidine
Application Fields
Dyes, Pharmaceuticals, Pesticides, Rubber
Discovery Background and Evolution
The discovery of N,N-dimethylaniline is closely tied to the dye industry revolution of the late 19th and early 20th centuries. In 1876, while working at BASF, German chemist Heinrich Caro investigated the synthesis of Methylene Blue, which involved reactions with N,N-dimethylaniline and its derivatives. Methylene Blue was the world's first synthetic phenothiazine dye, and its synthesis utilized 4-aminodimethylaniline, marking the beginning of N,N-dimethylaniline's role as a vital chemical raw material.
With the vigorous growth of the dye industry, the demand for N,N-dimethylaniline increased dramatically. Early synthesis methods primarily involved the high-temperature, high-pressure condensation reaction of aniline with methanol in the presence of sulfuric acid. With technological advancements, gas-phase catalytic methods and continuous production processes using solid acid catalysts have gradually replaced traditional batch-wise liquid-phase methods, improving production efficiency and product purity. Currently, China has made significant progress in the production technology of N,N-dimethylaniline, though continuous improvements in product quality and environmental standards are still ongoing.
Physical and Chemical Properties
N,N-Dimethylaniline is a colorless to pale yellow transparent oily liquid at room temperature; it can oxidize and turn reddish-brown upon prolonged exposure or under light. Its melting point ranges from 1.5 to 2.5 °C, and its boiling point is 193.1 °C. The substance has a density of approximately 0.96 g/cm³, making it lighter than water. It is sparingly soluble in water (solubility approx. 1 g/L at 20 °C) but miscible with many organic solvents such as ethanol, diethyl ether, chloroform, and benzene. It exhibits weak basicity; the pH of a 10% aqueous solution is approximately 7.49.
N,N-Dimethylaniline displays typical aromatic amine properties. Due to the two methyl groups attached to the nitrogen atom, its basicity is stronger than that of aniline but weaker than that of aliphatic amines. It is readily oxidized and gradually darkens in color upon exposure to air or sunlight. As a nucleophile, it can undergo N-methylation or C-methylation reactions. Although its basicity is weak, making diazotization difficult, it can proceed under strongly acidic conditions; reaction with sodium nitrite in acidic media yields nitroso compounds, which turn emerald green under alkaline conditions. Furthermore, it serves as an excellent coupling component, reacting with diazonium salts to form azo dyes. It can also undergo substitution reactions such as halogenation, nitration, and sulfonation, typically occurring at the para position relative to the amino group.
Preparation Methods
Industrially, N,N-dimethylaniline is primarily produced via the methylation of aniline. The most common method involves reacting aniline and methanol in the presence of a catalyst, such as sulfuric acid or solid acids (e.g., SO₄²⁻/ZrO₂). The reaction is typically carried out at high temperature and pressure, yielding a mixture of N-methylaniline and N,N-dimethylaniline, from which the high-purity product is obtained through distillation separation. Additionally, continuous methylation of methanol and aniline can be achieved using a fixed-bed reactor with a copper-zinc-based catalyst, a method characterized by high conversion rates and good selectivity.
Application Areas
Dye IndustryN,N-Dimethylaniline is a vital intermediate in the dye industry. It is widely used to synthesize triphenylmethane basic dyes such as Basic Green, Victoria Blue, Basic Yellow, and Basic Violet 5BN. These dyes are extensively used for dyeing cotton, linen, and viscose fibers, as well as for coloring paper and leather. It is also used in the synthesis of azo dyes and indicators like Methyl Orange. In the fragrance industry, it is an important raw material for producing vanillin and other aroma compounds.
Pharmaceutical IndustryIn the pharmaceutical field, N,N-dimethylaniline is used to synthesize various drugs. It is a key raw material for the synthesis of the antibiotic cephalosporin V. Additionally, it is used in the synthesis of sulfonamide drugs, such as sulfadoxine and sulfadimethoxine. Beyond the mentioned drugs, it is also used in the synthesis of other pharmaceuticals like flucytosine.
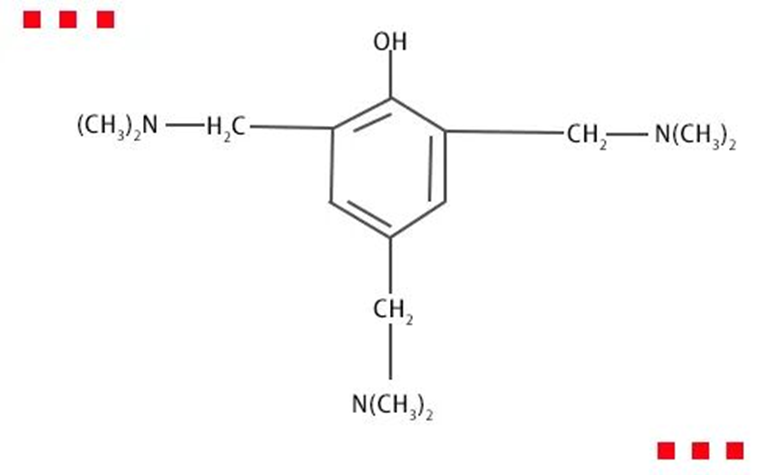
Materials and Other ApplicationsIn the pesticide sector, N,N-dimethylaniline is used to synthesize key intermediates for sulfonylurea herbicides. In the rubber industry, it serves as a vulcanization accelerator, helping to improve vulcanization speed and rubber properties. In the materials industry, it can be used as a curing accelerator for epoxy resins and unsaturated polyester resins, as well as a catalyst for polyurethane foam.
Safety Information
Toxicological DataN,N-Dimethylaniline is highly toxic, with toxicity similar to but slightly weaker than that of aniline. The oral LD₅₀ in rats is 1410 mg/kg, and the dermal LD₅₀ in rabbits is 1770 mg/kg. Inhalation of its vapor or absorption through the skin can cause poisoning. Its primary targets are the blood and nervous systems, leading to methemoglobinemia, which manifests as cyanosis (bluish discoloration of skin and mucous membranes), headache, dizziness, nausea, and other symptoms. In 2017, the International Agency for Research on Cancer (IARC) of the World Health Organization classified it as Group 3 carcinogen, indicating inadequate evidence for carcinogenicity in humans but sufficient evidence in experimental animals.
First Aid and ProtectionUpon skin contact with N,N-dimethylaniline, immediately remove contaminated clothing and wash the skin thoroughly with soap and water. In case of eye contact, rinse immediately with plenty of flowing water or saline for several minutes, lifting the eyelids occasionally. If inhaled, move the affected person to fresh air immediately, keep the airway open, and administer oxygen if breathing is difficult. If swallowed, rinse the mouth, drink plenty of warm water, induce vomiting, perform gastric lavage, administer activated charcoal, and seek immediate medical attention. During handling, wear self-priming filter-type respirators (half-face masks), chemical safety goggles, impervious work clothing, and rubber oil-resistant gloves. Maintain adequate ventilation in the workplace and keep equipment closed.
Environmental HazardsN,N-Dimethylaniline is toxic to aquatic life and may cause long-term adverse effects in the aquatic environment. Its vapor can form explosive mixtures with air and is highly flammable upon exposure to open flames or high heat. Therefore, its release into the environment must be strictly controlled. In case of a spill, absorb the material with sand or inert material and dispose of it in a harmless manner.
Read More

















 IPv6 network supported
IPv6 network supported